
هیدروسیکلون چیست؟ صفر تا صد طراحی، جنس، کاربرد و اشتباهات رایج در فرآوری مواد معدنی
مقدمه: چرا هیدروسیکلون در فرآوری مواد معدنی یک «تجهیز کلیدی» محسوب میشود؟
در یک کارخانه فرآوری مواد معدنی، هیچ چیز به اندازه کنترل دقیق دانهبندی محصول، سرنوشت خط تولید را تعیین نمیکند. اگر ذرات درشت به مدار فلوتاسیون راه پیدا کنند، بازیابی افت میکند. اگر ذرات ریز بیش از حد آسیاب شوند، انرژی هدر میرود و لجنهای مزاحم ایجاد میشود.
اینجاست که هیدروسیکلون وارد میشود؛ دستگاهی ساده در نگاه اول، اما پیچیده و سرنوشتساز در عمل
هیدروسیکلون بدون قطعه متحرک، تنها با استفاده از نیروی گریز از مرکز، جریان دوغاب را به دو بخش سرریز (ذرات ریز) و تهریز (ذرات درشت) تفکیک میکند. تجربیات جدید نشان میدهد که انتخاب و تنظیم نادرست هیدروسیکلون، یکی از سه علت اصلی پایینآمدن راندمان مدارهای آسیاکنی در ایران است.
این مقاله حاصل ۲۰۰۰ ساعت تجربه مهندسی در طراحی، ساخت و بهینهسازی هیدروسیکلونهای صنعتی است. اگر مهندس فرآوری، اپراتور کارخانه یا دانشجوی مهندسی معدن هستید، تا انتهای این مطلب با ما همراه باشید.
بخش اول: فیزیک حاکم بر هیدروسیکلون؛ چطور یک ذره تصمیم میگیرد به کدام سمت برود؟
۱.۱ نیروی گریز از مرکز جایگزین گرانش میشود
در یک حوضچه تهنشینی، ذرات سنگینتر به کمک نیروی گرانش تهنشین میشوند. اما این فرآیند کند است و به فضای زیادی نیاز دارد.
در هیدروسیکلون، دوغاب با فشار (معمولاً ۰.۵ تا ۲.۵ بار) به صورت مماس به بخش استوانهای تزریق میشود. این ورود مماسی، یک گرداب قوی در داخل بدنه ایجاد میکند.
نکته فنی: شتاب گریز از مرکز در یک هیدروسیکلون ۲۰۰ میلیمتری میتواند تا ۲۰۰۰ برابر شتاب گرانش برسد. یعنی ذرهای که در حوضچه ۱ ساعت طول میکشد تا تهنشین شود، در هیدروسیکلون در کسری از ثانیه جداسازی میشود.
۱.۲ دو جریان گردابی مخالف هم
در داخل هیدروسیکلون، دو گرداب در خلاف جهت هم حرکت میکنند:
- گرداب بیرونی (نزولی): نزدیک دیواره بدنه، رو به پایین حرکت میکند و ذرات درشت و سنگین را به سمت تهریز هدایت میکند.
- گرداب درونی (صعودی): در مرکز هسته، رو به بالا حرکت میکند و ذرات ریز و سبک را از طریق لوله سرریز (ورتکس فایندر) خارج میکند.
مرز بین این دو گرداب، جایی است که مهمترین اتفاق هیدروسیکلون رخ میدهد: ذراتی که سرعت تهنشینی بحرانی آنها از سرعت صعودی گرداب درونی بیشتر باشد، به تهریز میروند و بقیه به سرریز.
۱.۳ نقش قطر ذره، چگالی و شکل
معادلهای که سرنوشت ذره را تعیین میکند، ترکیبی است از:
- قطر ذره: رابطه مستقیم با نیروی گریز از مرکز
- چگالی ذره: ذرات سنگینتر حتی با ابعاد کوچکتر هم ممکن است به تهریز بروند
- شکل ذره: ذرات سوزنی رفتار متفاوتی از ذرات کروی دارند
- ویسکوزیته دوغاب: با افزایش درصد جامد، جداسازی مختل میشود
به همین دلیل است که یک هیدروسیکلون را نمیتوان بدون شناخت کامل خوراک، طراحی یا تنظیم کرد.
بخش دوم: آناتومی هیدروسیکلون؛ اجزایی که سرنوشت خط تولید را میسازند
۲.۱ بدنه (بخش استوانهای)
محل تبدیل فشار استاتیک به سرعت خطی. قطر بدنه، مهمترین پارامتر تعیینکننده ظرفیت هیدروسیکلون است.
معیار طاشکو:
- هیدروسیکلونهای ۱۰۰ تا ۲۵۰ میلیمتر برای مدارهای پایلوت و خوراک کم
- هیدروسیکلونهای ۳۵۰ تا ۶۶۰ میلیمتر برای مدارهای اصلی آسیاکنی
- هیدروسیکلونهای ۷۶۰ میلیمتر به بالا برای رفع شنگیری (Desanding)
۲.۲ بخش مخروطی
قلب هیدروسیکلون. هرچه زاویه مخروط تندتر باشد (زاویه کمتر)، جداسازی تیزتر اما ظرفیت کمتر میشود.
انواع مخروط بر اساس زاویه:
- مخروط تند (۶-۱۰ درجه): برای جداسازی بسیار دقیق، مناسب فلوتاسیون
- مخروط ملایم (۱۵-۲۰ درجه): برای ظرفیت بالا، مناسب مدارهای سنگشکنی
- مخروط پلکانی: طراحی اختصاصی برای کاهش سایش در نقاط بحرانی
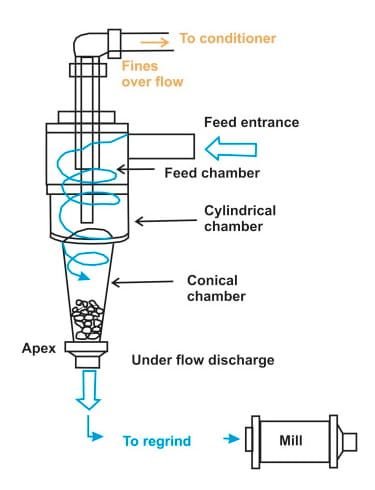
۲.۳ لوله ورودی (Inlet)
طراحی ورودی باید به گونهای باشد که جریان آرام را به جریان گردابی تبدیل کند بدون اینکه افت فشار ناگهانی رخ دهد.
اشتباه رایج: بسیاری از سازندگان سطح مقطع ورودی را مستطیلی در نظر میگیرند. تجربه ها نشان داده ورودی با سطح مقطع بیضیگون، ۱۸٪ سایش کمتر و توزیع فشار یکنواختتری ایجاد میکند.
۲.۴ لوله سرریز (ورتکس فایندر)
قطر و طول ورتکس فایندر، نقطه برش (d50) را تعیین میکند.
قاعده سرانگشتی:
- قطر ورتکس فایندر = ۰.۳۵ تا ۰.۴۵ × قطر بدنه
- طول ورتکس فایندر = ۰.۵ تا ۰.۸ × قطر بدنه
هشدار: ورتکس فایندر کوتاه باعث ورود ذرات درشت به سرریز میشود. ورتکس فایندر بلند نیز افت فشار و سایش را افزایش میدهد.
۲.۵ دهانه تهریز (اسپیگوت یا Apex)
کوچکترین اما بحرانیترین بخش هیدروسیکلون. قطر اسپیگوت باید به اندازهای باشد که هم «رشته تهریز» به صورت مخروطی باز شود، هم از گرفتگی جلوگیری کند.
نشانههای بالینی:
- رشته خیلی پهن: تهریز رقیق، ذرات ریز به اشتباه به تهریز رفتهاند
- رشته خیلی باریک: تهریز غلیظ، نزدیک به گرفتگی، افزایش سایش
- رشته پفکی: هوای ورودی به سیستم، افت شدید راندمان
بخش سوم: جنس بدنه؛ انتخاب میان لاستیک، پلییورتان و سرامیک
۳.۱ هیدروسیکلونهای لاستیکی
مزایا:
- انعطافپذیر، مقاوم در برابر ضربه
- تعمیرپذیری آسان در محل
- وزن کمتر
معایب:
- مقاومت شیمیایی محدود
- تخریب در دمای بالای ۸۰ درجه
- تلرانس ابعادی پایین
بهترین کاربرد: صنایع آهن و مس با خوراک ساینده اما بدون مواد آلی و حلال
۳.۲ هیدروسیکلونهای پلییورتان
مزایا:
- مقاومت سایشی بسیار بالا (۲-۳ برابر لاستیک)
- سطح صاف، کاهش افت فشار
- مقاومت شیمیایی خوب
معایب:
- شکنندگی در دمای زیر صفر
- قیمت بالاتر
بهترین کاربرد: مدارهای ریزدانه (زیر ۱۵۰ میکرون) و صنایع شیمیایی
۳.۳ هیدروسیکلونهای سرامیکی (آلومینا یا سیلیکون کارباید)
مزایا:
- سختی تقریباً برابر با الماس
- طول عمر ۵ تا ۸ سال در شرایط استاندارد
- دقت ابعادی فوقالعاده
معایب:
- بسیار شکننده
- غیرقابل تعمیر
- قیمت بسیار بالا
بهترین کاربرد: نقاط بحرانی با سرعت سایش بالا (بخش مخروطی تحتانی و اسپیگوت)
۳.۴ راهکار ترکیبی؛ طراحی هوشمند
تجربههای به روز در طراحی هیدروسیکلونها نشان داده است که استفاده از یک جنس در کل بدنه، بهینه نیست. پس پیشنهاد شده است که تغییرات زیر جایگزین شود:
- بخش استوانهای: لاستیک یا پلییورتان (جذب ضربه)
- بخش مخروطی فوقانی: پلییورتان (تعادل سایش و قیمت)
- بخش مخروطی تحتانی: سرامیک (نقطه بیشترین سایش)
- اسپیگوت: سرامیک قابل تعویض
بخش چهارم: هیدروسیکلون در مدار؛ تنظیمات حیاتی برای حداکثر راندمان
۴.۱ فشار ورودی؛ مهمترین پارامتر عملیاتی
رابطه فشار و دانهبندی:
- افزایش فشار ← d50 کوچکتر ← سرریز ریزتر
- کاهش فشار ← d50 بزرگتر ← سرریز درشتتر
اما:
فشار بالاتر از ۲.۵ بار معمولاً سودمند نیست. افزایش فشار از ۱ به ۱.۵ بار، ۲۲٪ افزایش ظرفیت دارد، اما از ۲ به ۲.۵ بار، فقط ۸٪ افزایش ظرفیت، در حالی که سایش ۴۰٪ بیشتر میشود.
محدوده بهینه : ۰.۸ تا ۱.۸ بار بسته به قطر هیدروسیکلون
۴.۲ درصد جامد خوراک
هرچه درصد جامد بالاتر باشد:
- ویسکوزیته افزایش مییابد
- سرعت تهنشینی ذرات کاهش مییابد
- d50 بزرگتر میشود
- احتمال گرفتگی تهریز افزایش مییابد
توصیه عملیاتی:
- برای جداسازی دقیق (مثل خوراک فلوتاسیون): حداکثر ۳۵-۴۰٪ جامد
- برای رفع شنگیری و تغلیظ: تا ۵۵٪ جامد
۴.۳ توزیع اندازه ذرات خوراک
هیدروسیکلون برای خوراکی با دامنه گسترده دانهبندی طراحی نشده است. اگر ۱۵٪ از خوراک شما بزرگتر از ۴ برابر d50 باشد، این ذرات درشت مسیر تهریز را مسدود میکنند و راندمان به شدت افت میکند.
راهکار: استقرار سرند یا هیدروسیکلون پیشطبقهبند قبل از هیدروسیکلون اصلی
بخش پنجم: ۷ اشتباه مرگبار در مدار هیدروسیکلون
اشتباه ۱: انتخاب قطر اشتباه
ماجرای واقعی: در یک کارخانه فرآوری طلا، هیدروسیکلون ۶۶۰ میلیمتری برای مدار آسیاکنی ثانویه نصب شده بود. ظرفیت بالا بود، اما d50 هیچ وقت به زیر ۱۲۰ میکرون نمیرسید.
تشخیص: قطر بدنه بزرگ، نیروی گریز از مرکز کم.
راهکار: جایگزینی با دو عدد هیدروسیکلون ۳۵۰ میلیمتری موازی.
نتیجه: d50 به ۸۵ میکرون رسید، بازیابی فلوتاسیون ۶٪ افزایش یافت.
اشتباه ۲: غفلت از سایش ورتکس فایندر
ورتکس فایندر فرسوده، مثل یک مهگرفتگی در عینک است. متوجه نمیشوید، اما همه چیز را تار میبیند.
نشانه: افزایش تدریجی d50 بدون تغییر پارامترها
راهکار: بازرسی ماهانه قطر داخلی ورتکس فایندر، تعویض در صورت افزایش قطر بیش از ۸٪
اشتباه ۳: تنظیم اسپیگوت با چشم غیرمسلح
اپراتور با دیدن «رشتهای نسبتاً باز» رضایت میدهد، در حالی که همین نقطه، ۳۰٪ راندمان را هدر میدهد.
راهکار: استفاده از روش وزنی-زمانی. تهریز را ۳۰ ثانیه نمونهگیری کنید، وزن کنید. تغییرات را ثبت و به فشار و d50 ارتباط دهید.
اشتباه ۴: نادیده گرفتن تلاطم خوراک
پمپ سانتریفیوژ با ضربههای پیستونی، جریان ضربانی به هیدروسیکلون میدهد. هیدروسیکلون از نوسانات فشار بیزار است.
راهکار: نصب منبع تحت فشار یا آکومولاتور در مسیر خوراک، یا استفاده از شیر کنترل خودکار
اشتباه ۵: کوئینچ کردن ناگهانی
تزریق آب رقیقکننده بلافاصله قبل از هیدروسیکلون، باعث شوک حرارتی و هیدرولیکی میشود. در هیدروسیکلونهای سرامیکی، این مساوی است با ترک و شکست.
اشتباه ۶: بای پس کردن مدار
«فقط برای یک ساعت، هیدروسیکلون را بای پس میکنیم.» این یک ساعت، گاهی هفتهها طول میکشد. هر ساعت کار بدون هیدروسیکلون، ۲۴ ساعت زمان نیاز دارد تا مدار به پایداری قبلی برگردد.
اشتباه ۷: کالیبراسیون اشتباه گیج فشار
گیج فشار بالای هیدروسیکلون، چشم اپراتور است. اگر ۰.۳ بار خطا داشته باشد، یعنی ۲۰ میکرون خطا در d50. یک گیج فشار کثیف یا ضربهخورده، خط تولید را کور میکند.
بخش ششم: طبقهبندی هیدروسیکلونها بر اساس کاربرد
۶.۱ هیدروسیکلونهای طبقهبند (Classification Cyclones)
متداولترین نوع در مدارهای آسیاکنی. وظیفه: جداسازی در محدوده ۷۵ تا ۲۵۰ میکرون.
ویژگی: مخروط نسبتاً بلند، d50 قابل تنظیم
۶.۲ هیدروسیکلونهای رفع شن (Desanding Cyclones)
برای حذف ذرات درشت از جریانهای رقیق. در صنایع نفت، آب و پسماند کاربرد دارد.
ویژگی: قطر بدنه بزرگ، مخروط کوتاه، d50 بالا
۶.۳ هیدروسیکلونهای تغلیظ (Thickening Cyclones)
هدف: افزایش درصد جامد تهریز تا ۷۰٪ و بیشتر.
ویژگی: مخروط بسیار بلند (زاویه ۶-۸ درجه)، اسپیگوت با طراحی خاص
۶.۴ هیدروسیکلونهای ریزدانه (Fine Particle Cyclones)
برای جداسازی در محدوده ۱۰ تا ۴۰ میکرون.
ویژگی: قطر بدنه کوچک (۱۰۰-۱۵۰ میلیمتر)، فشار کاری بالا، نیاز به توزیع یکنواخت خوراک بین چند سیکلون موازی
بخش هفتم: عیبیابی سیستماتیک هیدروسیکلون
| نشانه | محتملترین علت | اقدام اصلاحی سریع |
|---|---|---|
| سرریز درشت | سایش ورتکس فایندر | تعویض ورتکس فایندر |
| فشار پایین خوراک | افزایش دور پمپ، بازکردن شیر | |
| درصد جامد بالا | رقیقسازی خوراک | |
| تهریز رقیق | اسپیگوت بزرگ | تعویض اسپیگوت با سایز کوچکتر |
| ورتکس فایندر کوتاه | تنظیم طول ورتکس | |
| نوسان فشار | هواگرفتگی خوراک | بررسی سطح دوغاب تانک خوراک |
| پمپ نامناسب | بررسی NPSH پمپ | |
| سایش موضعی شدید | تلاطم در ورودی | بررسی طراحی ورودی |
| ذرات درشت در خوراک | سرندگذاری قبل از هیدروسیکلون |
بخش هشتم: آینده هیدروسیکلونها؛ هوشمندسازی و اینترنت اشیا
صنعت فرآوری مواد معدنی در جهان به سمت هیدروسیکلونهای هوشمند حرکت میکند. سنسورهای سایش، مانیتورینگ لحظهای d50 و کنترل خودکار فشار، دیگر یک انتخاب نیست، یک الزام رقابتی است.
تکنیکهای زیر اولین قدم در رسیدن به پیشرفت خواهد بود:
۱. پایش فراصوتی ضخامت جداره: هشدار سایش ۲۰۰ ساعت قبل از پارگی
۲. دوربین حرارتی روی باتری سیکلون: تشخیص زودهنگام گرفتگی اسپیگوت
۳. الگوریتم تطبیقی کنترل فشار: حفظ d50 ثابت با تغییرات خوراک
نتیجهگیری: هیدروسیکلون را جدی بگیرید
هیدروسیکلون در نگاه اول فقط یک استوانه و مخروط است. اما تجربههای مفید در صنعت فرآوری نشان میدهد که تفاوت بین یک کارخانه سودده و یک کارخانه زیانده، گاهی به قطر ورتکس فایندر یا زاویه مخروط برمیگردد.
شما میتوانید:
- هیدروسیکلون را یک «قطعه مصرفی» ببینید و فقط هنگام خرابی به فکر تعویض آن باشید
- یا آن را به عنوان یک ابزار استراتژیک برای بهینهسازی مستمر در نظر بگیرید.
گروه صنعتی طاشکو آماده است تا در کنار تأمین هیدروسیکلونهای باکیفیت و مقاوم، همگام با مجموعههای پیشرو در صنعت فرآوری ایران، گامهای بلندی به سوی دستیابی به بهترین تکنولوژی های صنعت فرآوری بردارد.

پست های مرتبط

مرور نظاممند چالشهای فنی و عملیاتی خطوط فرآوری مواد معدنی در ایران
علت کاهش عیار کنسانتره در فلوتاسیون مس + ۱۰ راهکار عملی
Fault Diagnosis of Flotation Cells Using Vibration and Temperature Analysis
راهنمای انتخاب پمپ پالپ برای کارخانههای فرآوری
مدیریت پایدار باطلههای فلوتاسیون؛ از چالشهای زیستمحیطی تا فناوریهای نوین
خط فرآوری پس از فلوتاسیون؛ از آبگیری تا تولید فلز نهایی
راهنمای انتخاب سلول فلوتاسیون؛ ۹ عامل کلیدی که قبل از سفارش باید بدانید
مقایسه جامع انواع سلولهای فلوتاسیون (مکانیکی، ستونی، RCS، جیمسون و فلوتاشن)
هزینههای پنهان در احداث کارخانه فرآوری: از تشریفات گمرکی تا خواب سرمایه
Corrosion and Wear in Mineral Processing Equipment: A Practical Material Selection Guide for Stainless Steel and Carbon Steel in Aggressive Slurries
عیبیابی ۷ مشکل رایج در سلول فلوتاسیون و راهکارهای عملی
مرزهای شیمی لیچینگ: تحلیل موفقیتها و شکستهای لیچینگ با آمونیاک و تیوسولفات
جعبه ابزار صنعتی: تحلیل تطبیقی فناوریهای POX، BIOX و Albion برای فرآوری کانسنگهای مقاوم طلا
چرا استخراج طلا پیچیدهتر از همیشه شده است؟ تحلیل ژئومتالورژیکی کانسنگهای مقاوم و موانع فرآوری
راهنمای جامع حداکثر بهرهوری در فلوتاسیون طلا و مس: از تئوری تا عمل در کارخانههای ایران
فرمول ۶ بخشی ارزشگذاری معدن: چطور معدنی بخریم که از تله بدهی، معارض محلی و عوارض صادراتی در امان باشیم؟

راهنمای جامع تولید مس: نگاهی گامبهگام به فرآیند استخراج، فرآوری و برآورد شاخصهای اقتصادی

سیلیکاژل در فرآیندهای فیلتراسیون صنعتی: مکانیسم تشکیل، روشهای پیشگیری و تکنیکهای رفع گرفتگی فیلترها

رازهای یک فلوتاسیون بینقص: همه چیز درون سلول اتفاق میافتد!

مشکل تهنشینی در تانکهای لیچینگ، ناکارآمدی همزنها و راهکارهای عملی بهبود عملکرد
۳ دلیل اصلی گرفتگی و پارگی کیسههای بگ فیلتر در معادن ایران + نقشه عملی عیبیابی

Azərbaycanın Dağ-Mədən Sənayesi üçün Yüksək Texnologiyalı Emal Həlləri: Taşko Mühəndislik Qrupunun Gücü

بگ فیلتر در کارخانههای فرآوری معادن: کنترل غبار، سود پنهان و حفظ محیط زیست
محاسبات کاربردی در راهاندازی خط فرآوری معادن فلزات: راهنمای جامع از طراحی تا بهرهبرداری
طراحی و ساخت تجهیزات فلوتاسیون، آبگیری و جداسازی طلا و مس | راهنمای جامع + مشخصات فنی و عوامل موثر بر هزینه

Ներդրումներ Հայաստանի Հանքարդյունաբերության Ոլորտում
تجهيزات كاملة لمعامل ومصانع العراق – من الهيدروسيکلون للكورة الدوارة وكل شي بينهم
۱۰ حقیقت شگفتانگیز درباره فرآوری طلا که تاکنون نمیدانستید
۷ مشکل رایج در مدارهای فلوتاسیون و روشهای عیبیابی آنها
انقلاب در لیچینگ مس اکسیدی: از فناوریهای نوین لیچینگ تا طراحی نسل آینده راکتورهای همزن (Stirred Tank Reactors)
راهنمای کامل طراحی و انتخاب سیستم انتقال مواد (Material Handling) در کارخانه فرآوری
راهاندازی خط فرآوری فلزات: از ایده تا تولید
تجهیزات ضروری برای احداث خط فرآوری طلا با نگاه بومی سازی
مقایسه سلولهای فلوتاسیون Sala و RCS در صنعت فرآوری مواد معدنی
ارزیابی ۴ فاکتور کلیدی در طراحی تجهیزات فرآوری برای افزایش بازدهی کارخانه
تأثیر فناوریهای نوین لیچینگ و فلوتاسیون بر طراحی نسل آینده راکتورها و سلولها
مهندسی و ساخت تجهیزات تحت فشار در صنایع معدنی: چالشها، استانداردها و فناوریهای نوین